The warehouse was home to other vital pieces of mill equipment. The toilets were in separate blocks outside the east wall in the yard and were accessed from the warehouse. This had two consequences, the clothlookers could see who was going in there and how long they stayed. In 1920 this was serious information because the toilets were where you went for a smoke, smoking was strictly forbidden in the weaving shed, the warehouse and the departments on the second storey because of the grave fire risk. Also it was the management’s aim to cut down on time spent away from the loom and the clothlookers could time you. There was another reason for the positioning of the toilets outside the mill. Both men’s and women’s had a cast iron grill in one wall for ventilation. There was no heating and in winter this meant they were bitterly cold, a disincentive to spending any more time in there than was absolutely necessary. I was told many years later that there was a further reason for the toilets being outside the main structure of the mill, they weren’t part of the ratable value of the mill.
The cast iron grilles in the toilets. You can imagine how cold they were in winter.
I have a story about the toilets… During the very hot summer of 1976 I had many problems because of the dry weather. One of them was that the wooden beams supporting the glass roof in the lady’s toilet had shrunk to the extent that the roof was in danger of falling in. The management didn’t like paying overtime for maintenance of the mill fabric and so I had to attend to it during the day when they were in use. At first I was very wary, signaling my presence every time I went up the ladder to let my ladies know I was about to appear above them. All this went by the board when Phyllis Watson told me one day to get on with it as I wouldn’t see anything I hadn’t seen before! I gave up being a gentleman after that and just got on with the job and I have to report that my education advanced significantly in consequence.
One of the accessories in the toilets was a very old electric incinerator for burning anything that the ladies didn’t want to put down the toilets. I have to report that it was the bane of my life, always going wrong and I got quite used to ladies coming in the engine house and describing in very graphic terms just what was wrong and what I should do about it. I did strike one blow for freedom, part of my job was ordering essential supplies from a mill furnisher at Burnley and I upgraded the quality of the toilet paper without being detected by the management who provided their own. Only a small victory but appreciated all round!
Between the top loading bay and the entrance to the lady’s toilets was a large sandstone slopstone (shallow sink) under the window. On the window ledge was a cactus garden. Not your usual mill accessory but this belonged to Colin Macro the cloth carrier. It was typical of Bancroft in the 1970s that nobody saw anything unusual about this and as long as Colin did his job nobody ever raised any objection.
Next the slopstone was a large steam-heated copper hot water boiler. This was where everyone brewed up and was the equivalent of the ‘water-cooler’ culture in a modern office. It says something about different attitudes in the mill, a water-cooler would have been totally ignored, what people wanted was a nice hot drink. In 1920 each weaver paid a penny a week out of their wage for the use of the boiler and I once worked out that at 1920 coal prices and steam usage it was the most profitable piece of equipment in the mill. This was the only concession towards staff welfare both in 1920 and in the 1970s. Just after WW2 when ‘Britain’s Bread Hung By Lancashire’s Thread’ an outbuilding behind the boiler house accessed from the shed was converted into a kitchen and canteen which provided hot dinners for those who wanted them. In 1970 all the equipment was still in there but the room was only used by smokers.
Fire was an ever present danger in the warehouse and preparation floors and these areas were fully protected by a water sprinkler system. This was a series of pipes in the ceiling punctuated at regular intervals by sprinkler heads. These heads were kept closed by a bulb of glass or a low temperature fusible link that burst or melted if there was fire below it and the temperature rose. In many mills, particularly multi-storied spinning mills the system was fed from a tank at least 30 ft higher than the highest sprinkler head, that’s why such mills always have imposing towers, the sprinkler tank is installed at the top just below the roof. At Bancroft we had enough pressure on the six inch diameter sprinkler main to feed water anywhere we wanted it without the complication of a tank or booster pump. If water flowed through the main it activated a small turbine that turned a shaft with a loose hammer mounted on the end and this struck a gong mounted on the wall outside giving an external warning of fire. I had the job of testing this every week and recording the pressures in a log which was inspected regularly by the insurance company. This water main wasn’t metered and at some point some bright spark had gone to the trouble of piping the connection for the boiler feed water system up to this supply so we never paid for the water.
Up against the wall between the warehouse and the weaving shed was a flight of wooden stairs giving access to the second floor and next to it was a ‘hoist’, this is what we called it but the usual name is a lift or elevator. This was fairly modern and had been installed after WW2 to replace the original one which was much cruder and run off the shafting driven by the engine. This was another of my regular inspection jobs, I had to make sure the safety interlocks and emergency brake were serviceable, keep the pit at the bottom clean and free from flammable materials and check the oil levels in the gearbox. I kept my eye on the rope condition but this was the responsibility of the lift engineers Foulds from Keighley who came once a year to test the lift and renew the ropes if needed. The only other things that concerned me in the warehouse was the lubrication and condition of any elements of the power transmission system that passed through there.
Another thing in the warehouse which we need to take note of is the two tackler’s cabins. Tacklers are famously eccentric beasts. Ernie Roberts was one of them and a good mate of mine, he once told me that tacklers are weavers with the brains taken out. This was typical of the many sayings and tacklers tales that are associated with the craft. I say craft because that’s what it was, the Lancashire loom is a very simple machine, in fact in today’s terms, crude would be a better word but the reason it was never superseded in many Lancashire mills was because of its robustness, versatility and reliability. There were small differences in plain Lancashire looms and I’m not going to bore you with long descriptions of these, all you need to know is that at Bancroft we could weave any plain cloth from a surgical gauze to a heavy canvas. In the later days when orders became scarce it was this ability to quickly change a loom over from one ‘sort’ of cloth to another which enabled us to take small orders and weave them at a profit. Being crude didn’t mean that they couldn’t be finely tuned. Proficiency at ‘Loom tuning’ was the attribute that sorted the good tacklers out from the bad. A small adjustment here and there made all the difference to a hard-pressed weaver chasing picks. We had some good tacklers at Bancroft. I remember Ernie having problems with a loom once that was weaving unevenly. It transpired that a new loom sweeper had decided the nuts holding the frame together were too loose and so he’d got his spanner out and tightened them all up. Ernie soon saw what the problem was, slackened all the frame nuts off which allowed the loom to relax, read the loomsweeper’s horoscope and all was well.
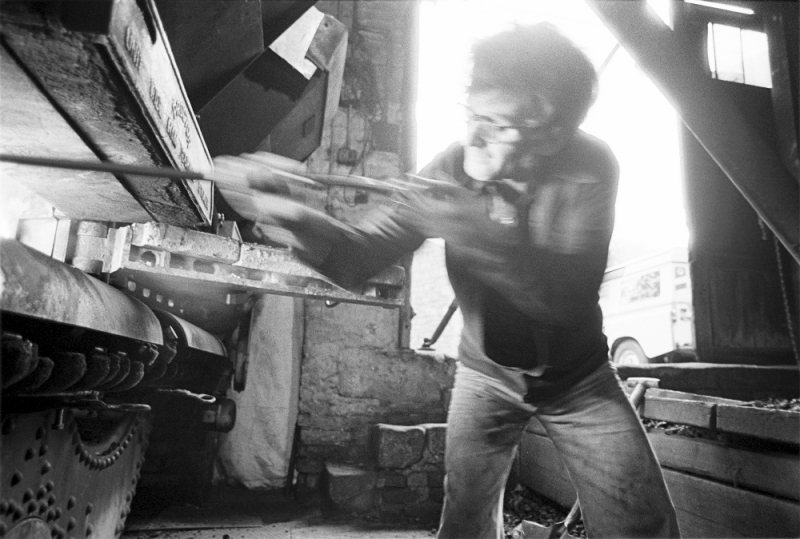
Ernie Roberts having a fag and Roy Wellock honing his skills. A typical scene in the tackler’s cabin.
The funny thing about the tacklers when I was running the engine was that I always got on well with the first cabin but never seemed to hit it off with the second even though one of them was a near neighbour of mine. There was one incident in particular that worsened this relationship. In this second cabin one of the tacklers had some tomato plants in grow bags on the window cill. He looked after them like babies and was well on the way to a good crop. Came the summer holidays and a fortnight’s break. I was working for most of the holidays as this was when I did my heavy maintenance on the boiler and engine so this tackler with the tomatoes asked me to water them for him while he was away. No problem at all until at the beginning of the second week I noticed they were looking a bit poorly. I got my mate Ted Lawson to come over to the mill and have a look at them because he knew about these things. He inspected the offending plants and informed me that it was a bad case of Blossom End Rot! He said it wasn’t my fault, you couldn’t induce it in a week and the most usual cause was over-watering. Well, I think you can guess what happened, the tackler came back off holiday full of the joys of spring until he saw his beloved plants. Of course it was all my fault and he never spoke to me again. I just kept quiet, I knew there was no way I could win that one.