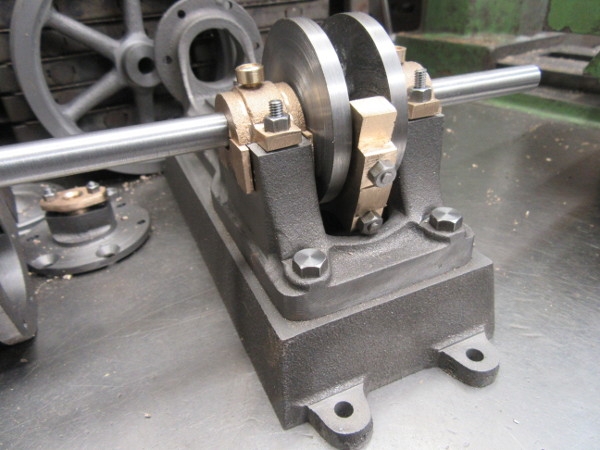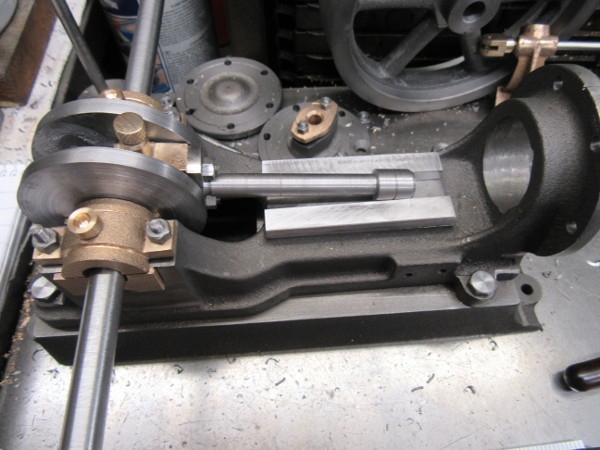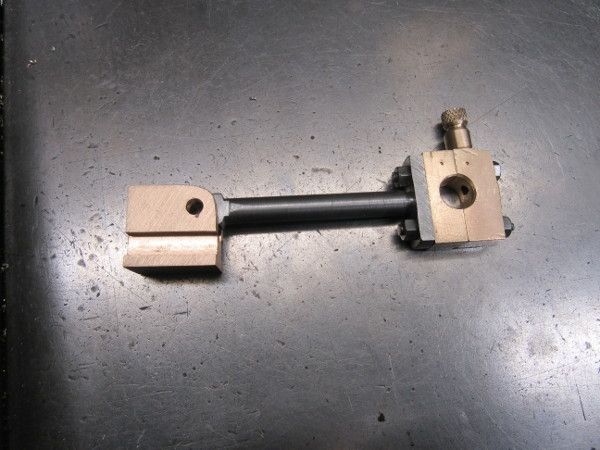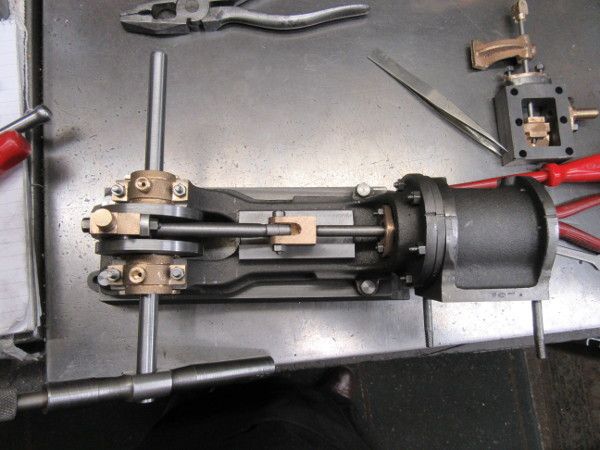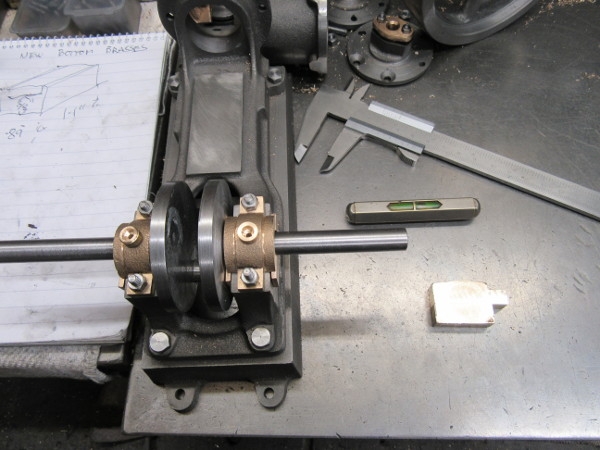
This morning I had a choice where to go. I decided to get the castings ready for the bearing on the end of the connecting rod. Very strange because the castings in the kit bear very little relationship to the actual bearing. Only one thing to do, do my best. This is where I eventually finished up
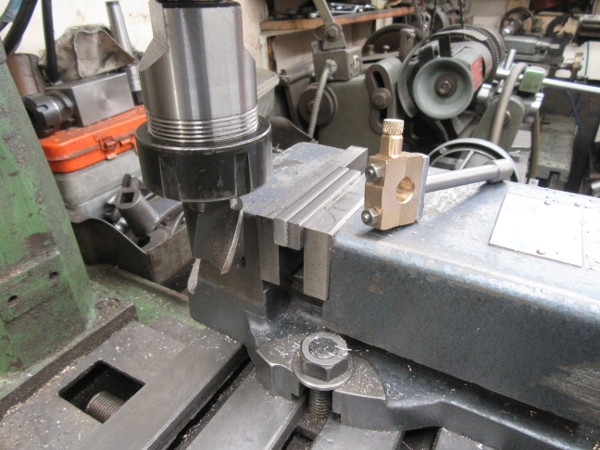
There was one other matter. I had great difficulty sharpening the 3/8" cutter I used to cut the channel in the bottom brasses. It eventually dawned on me that it was a carbide cutter so I got out what I fondly imagined was my green grit cup wheel and found it wasn't. So I tried it on HSS and it's simply a finer grade of grit and makes a better job of the cutters! Remember I bought a new 60grit cup wheel the other day...... Ah well, I shall not be spending another £35 on a green grit wheel, I only have two carbide cutters, I shall do what I did this morning, sharpen them by hand on the green grit wheel on the grinder.