Morning Bob! Lovely to see you. It's this one LINK. Not too sure whether you should comment on the work until you have seen the cock ups I will undoubtedly perpetrate later on! I have Elmer's Engines book and have often been tempted but he's not quite authentic enough for me. I am a dinosaur. Changing the bushes to bronze is just what I would do.
Have a look at some of the earlier engines way back in both series, I was a lot more active then!
I shall be in the shed this morning.
Shed Matters 3
-
Stanley

- Global Moderator

- Posts: 105922
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: Shed Matters 3
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
-
Stanley
- Global Moderator
- Posts: 105922
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: Shed Matters 3
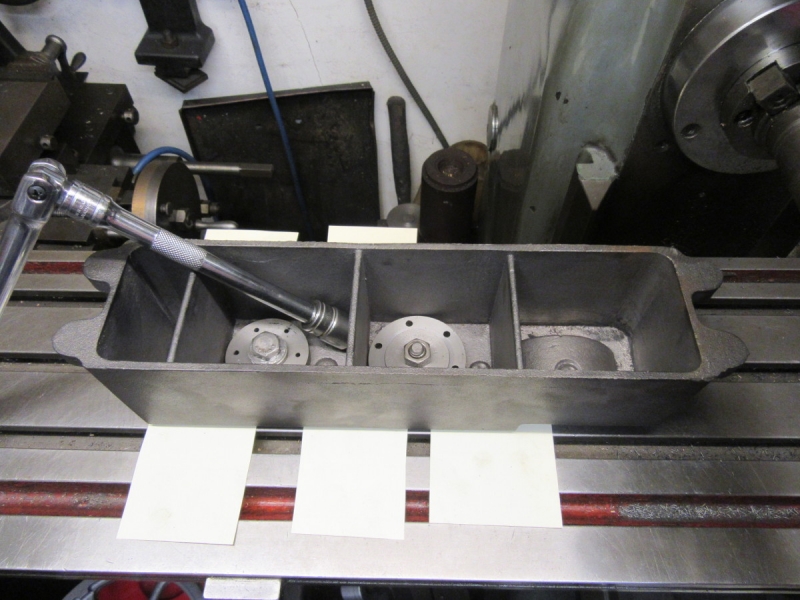
This morning I am going to further gild the lily by milling the base to ensure it is flat and perfectly parallel with the top face. Again, not strictly necessary but I want to do the best job possible and nobody is breathing down my neck!

You can tell I'm thronged! Tackle scattered all over the place! Long time since I said this but if you are in the early stages of setting your shed up don't go into a decline when you see me bringing this stuff out. Remember I have been collecting tackle for over 40 years, if you keep improving you'll get there in the end.
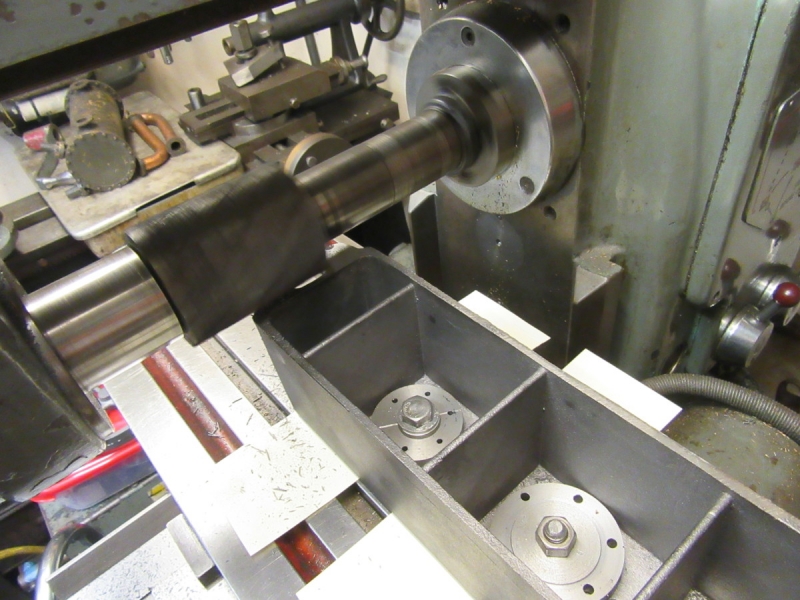
Unfortunately the slabbing cutter was just short of spanning the base due to the fact it tapers out to the base. No sweat, I just took two cuts of 50thou down each side.
Second cut, same setting.
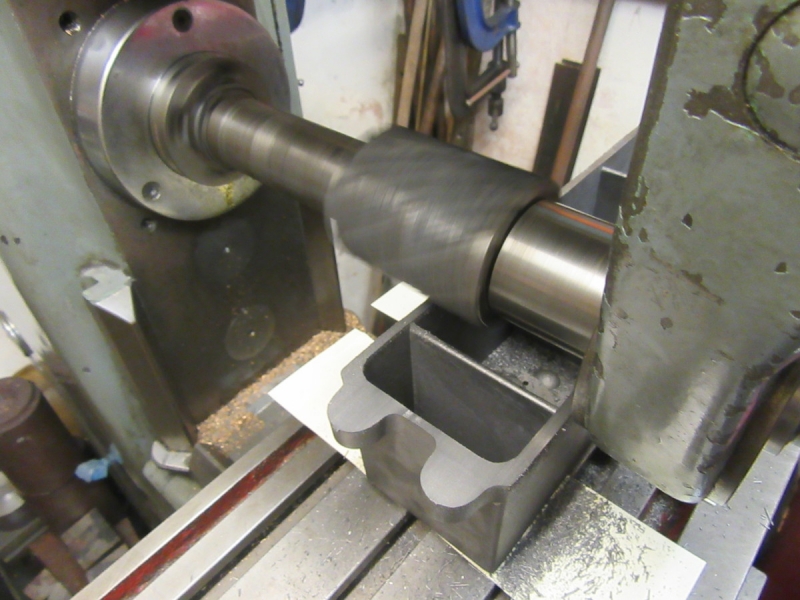
Knocking off time after an hour and a half. If you look very carefully you'll see one tiny corner on the end of the casting nearest to us where I just missed cleaning up. I can live with that! I now know that the base is almost perfect as regards contact with the bed plate and perfectly parallel with the top face.
I was tempted to go a bit further and break the edges etc. but that will do tomorrow, no rush. Just in passing, I like castings to look like castings so I shan't be going mad to do anything about non-mating surfaces. The old engine builders never did that and neither will I. I'm not noted for over-finishing my engines!
Nice morning, good result. That'll do me.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!

Re: Shed Matters 3
I once had this old toolroom fitter who insisted on squaring everything up before he started any other detailed work. Asked why he went to all this trouble he would reply, "Because in a few weeks time you buggers will come back with modifications and second thoughts that will mean me stripping it all down again to get a flat face". He was right of course.
-
Stanley
- Global Moderator
- Posts: 105922
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: Shed Matters 3
He certainly was right. Apart from that you need matched reference points to do good work and get relationships right when you start building, that way you stand a chance! (That sounds like advice from a counsellor!)
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!

Re: Shed Matters 3
I was involved in making jigs and fixtures, i often had to modify the design to make them idiot proof, i.e. so that the part/s used in them could not be placed in them in an incorrect way
-
Stanley
- Global Moderator
- Posts: 105922
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: Shed Matters 3
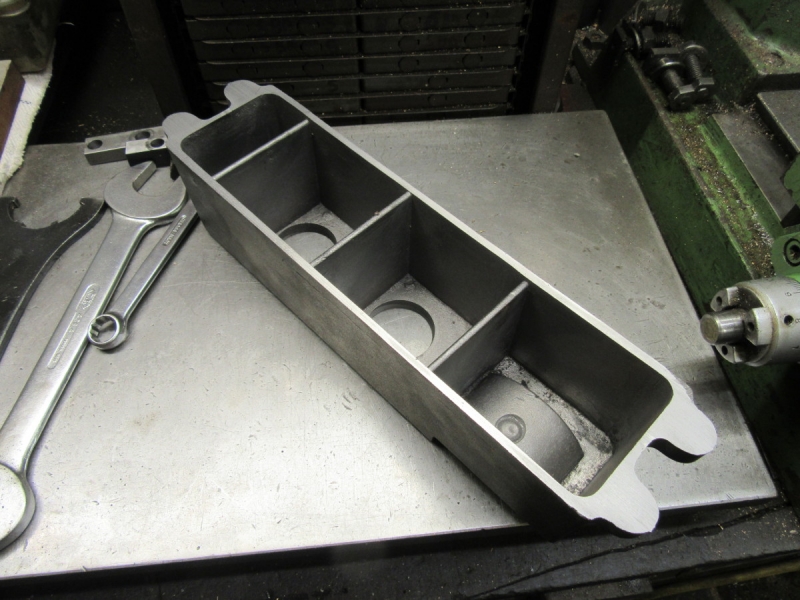
First thing this morning was to wipe over all the edges on the base with a very mild flapper wheel. Nothing done to any of the as-cast surfaces. I want it to look like what it is.
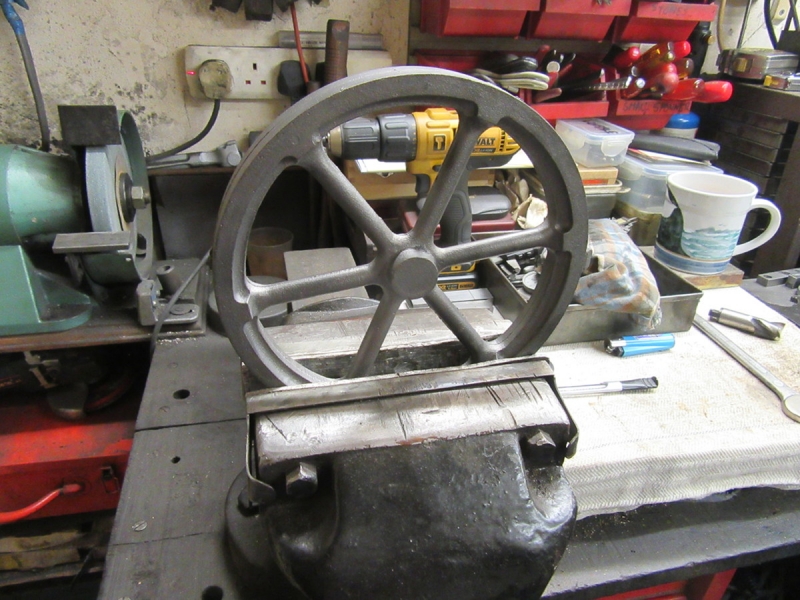
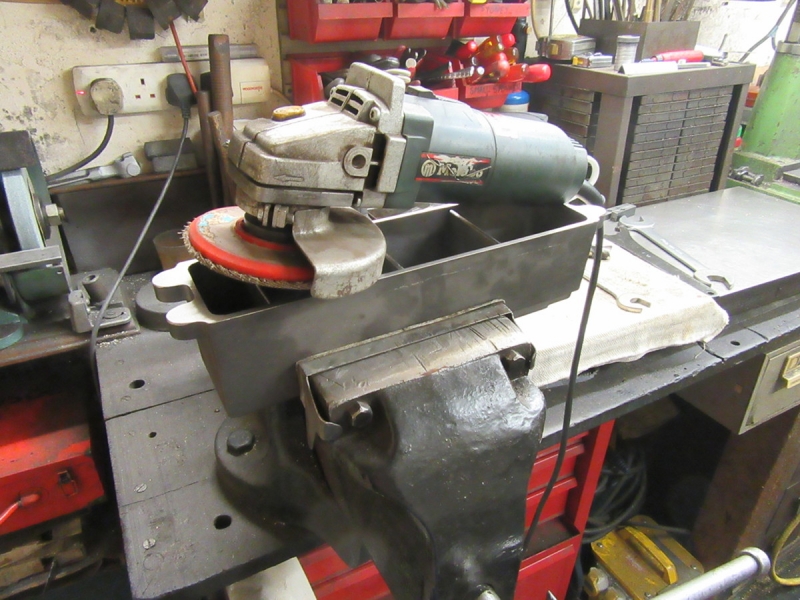
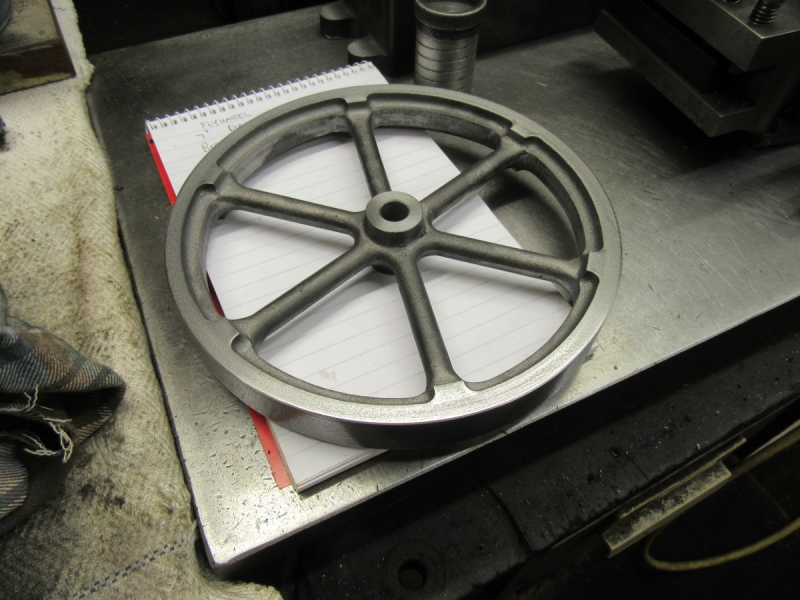
The next casting that needs attention is the flywheel. First job was to saw off the biggest lump, the remains of the gate on the rim and then I dressed all the surfaces that won't get machined with a round file, essentially the spokes and the inside of the rim. I spent quite a lot of time on this, I don't intend to go back to it. What needs taking off is the small amount of flash. The casting overall is very well made and finished.
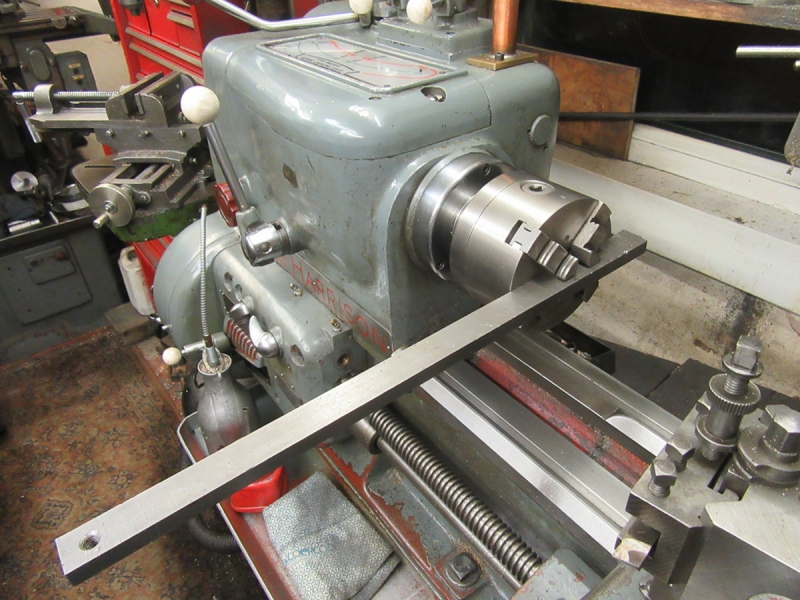
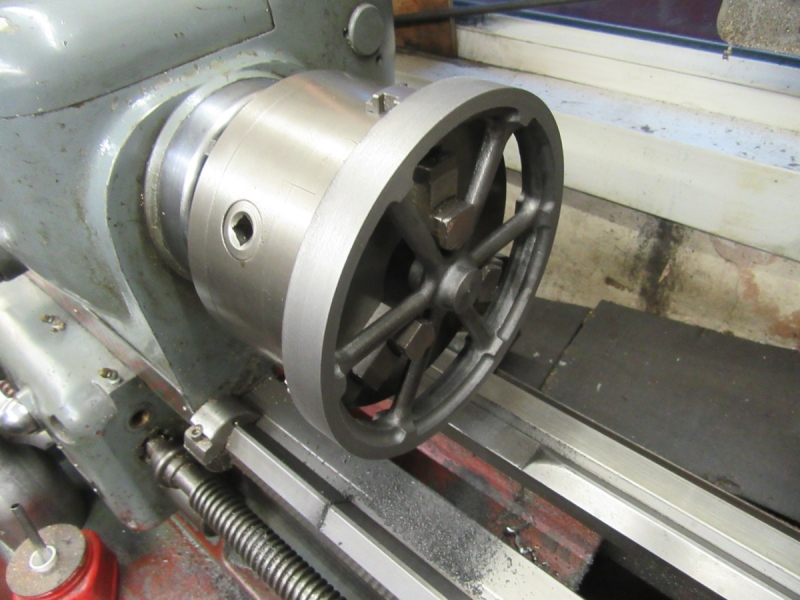
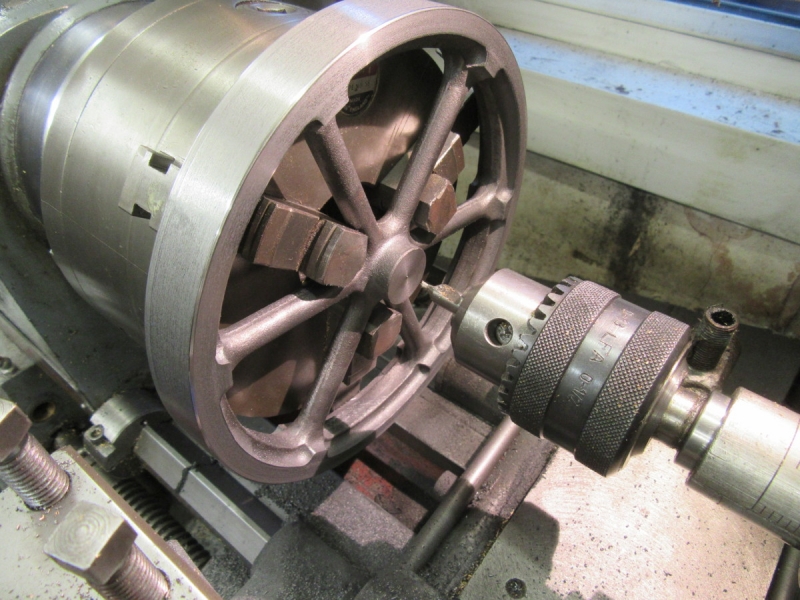
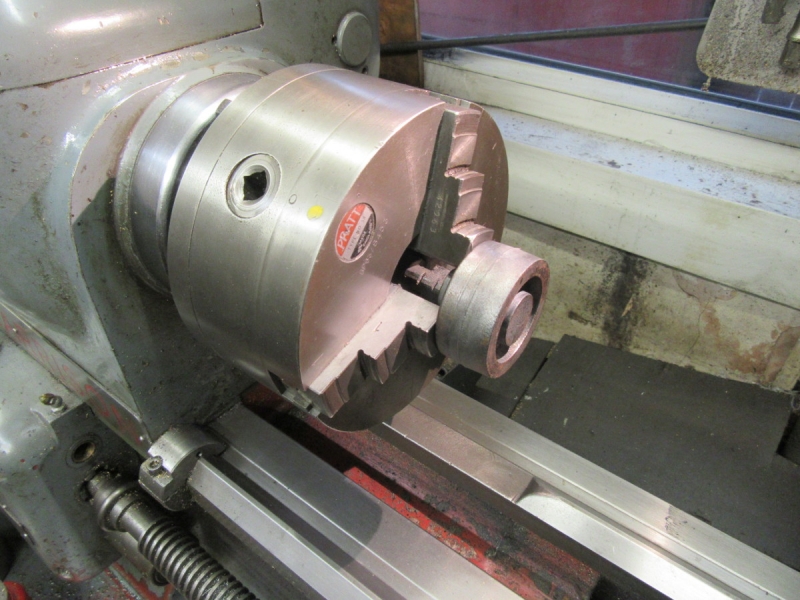
A word or two about chucks, more bleeding obvious coming I'm afraid. This all starts from the fact that I wanted to take the 4 jaw SC chuck off and replace it with a four jaw. First thing to say is that you can never have too many chucks. I counted up and I have seven that fit this lathe. The second thing to note is how I am breaking the hold the chuck has on the spindle using a flat steel bar. Put the headstock in the lowest gear and a smart thump on the bar always cracks the seal. This is because I never tighten chucks beyond hand tight when installing them, that's all that's needed and always make sure the threads on both the chuck and the spindle are clean and freshly oiled. Do this and you'll never have a problem.

Then put the 4 Jaw on. Note that I hadn't forgotten the protective board on the ways. Easy to let a chuck slip and mark them.
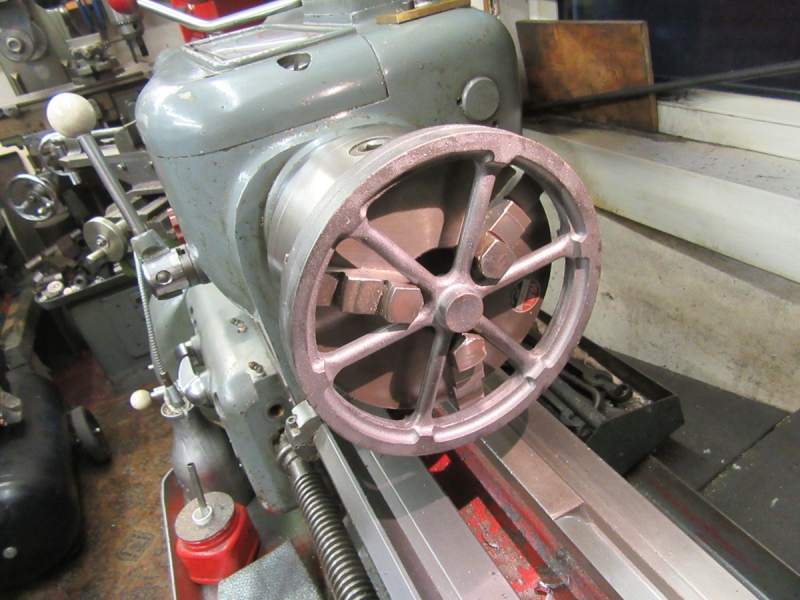
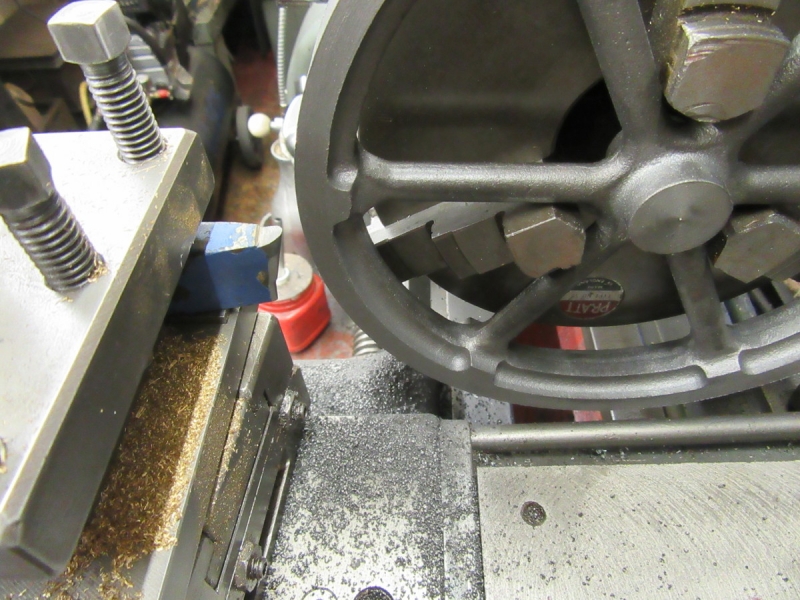
The observant one will note that my original plan to use the 4 jaw had to be ditched. Because of the design of the wheel, only a 3 jaw will do. This meant no chance of dialling the wheel in to make sure it was central. However, I clocked the boss and the rim and was pleasantly surprised to find that even though my grip wasn't ideal, I was bearing on the spokes at an angle, there was only about 10thou run out. A very accurate casting and I can live with that.
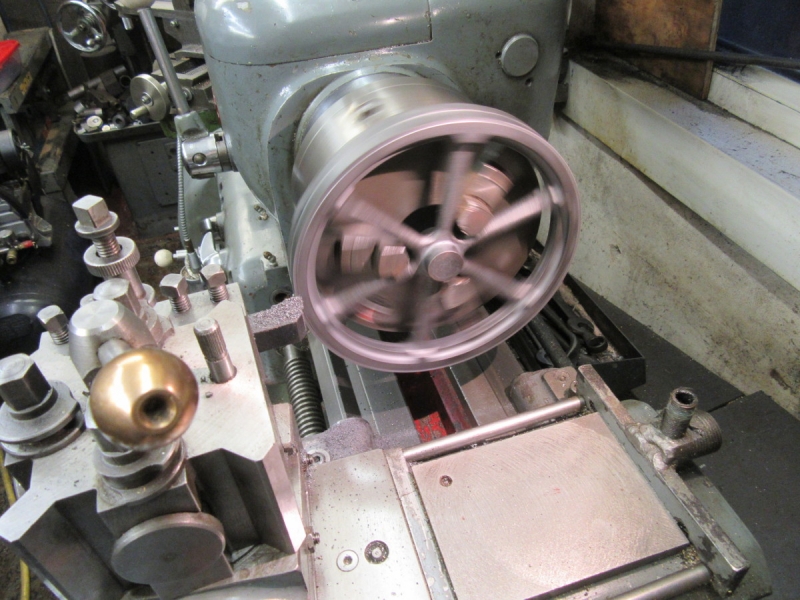
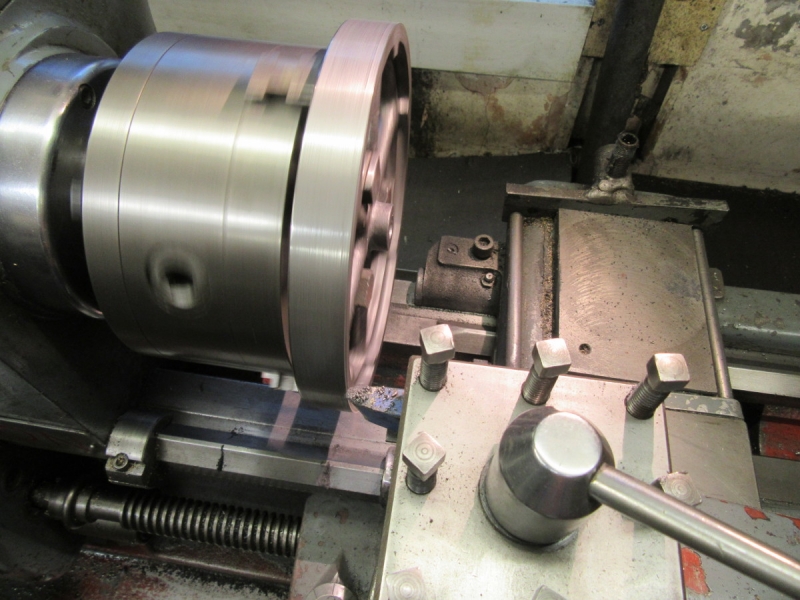
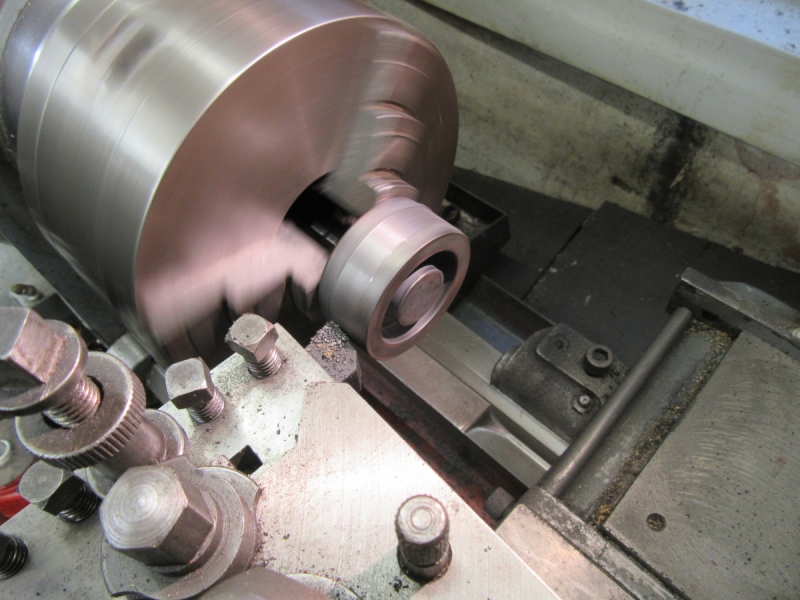
Set up using the Banggood carbide tools and a 15thou facing cut cleaned up the face of the rim and one cut of 10thou cleaned the face of the boss.
Next was to alter the set up to give less overhang on the tool and get into the face. I started very carefully getting the gates and flash of by hand before going onto auto feed to true the face. Once again, pleasantly surprised because in all 50thou was enough to get a true finish. By the way, at no point have I looked at the drawings to find recommended sizes, that will come tomorrow. The name of the game today is to get it round with two parallel faces.
Knocking off time. Tomorrow I'll look at the drawings and see what adjustments if any are needed. I shall also bore for the flywheel shaft before turning it over and doing the back face parallel with this side.
Nice morning, an hour and a half of progress and no cock ups. That's always nice!
Bodge, just seen your post. Another good example.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
-
Stanley
- Global Moderator
- Posts: 105922
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: Shed Matters 3
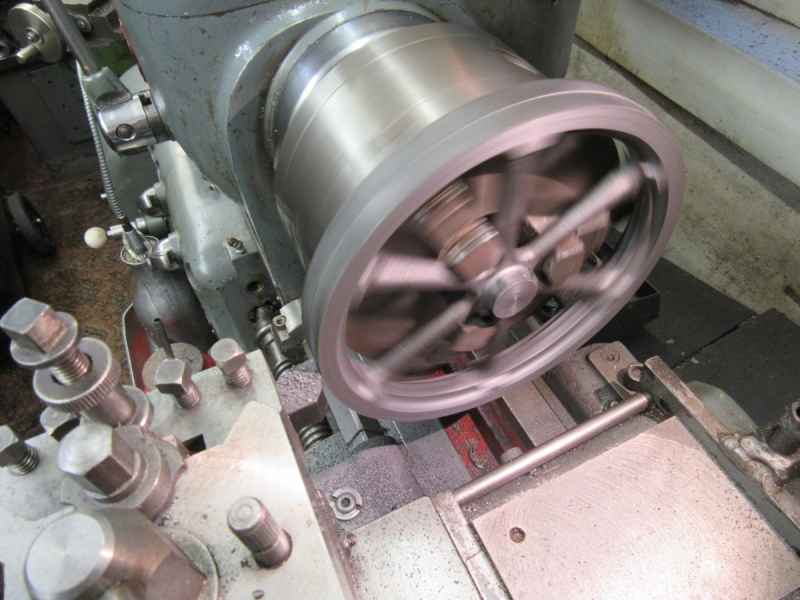
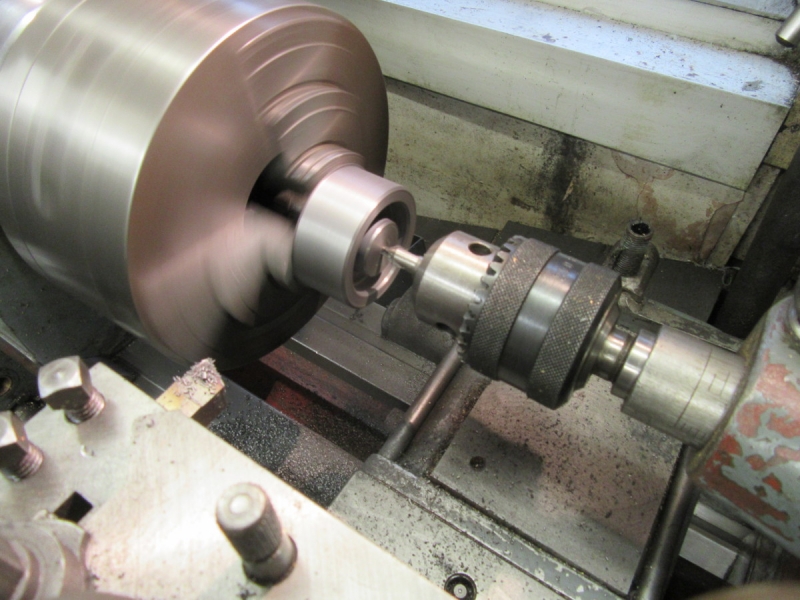
Cooking done, I got back to the flywheel. I am not satisfied with the finish I got from the carbide tipped tool so I set up a round nosed carbide tipped cutter and had another go at the finish.
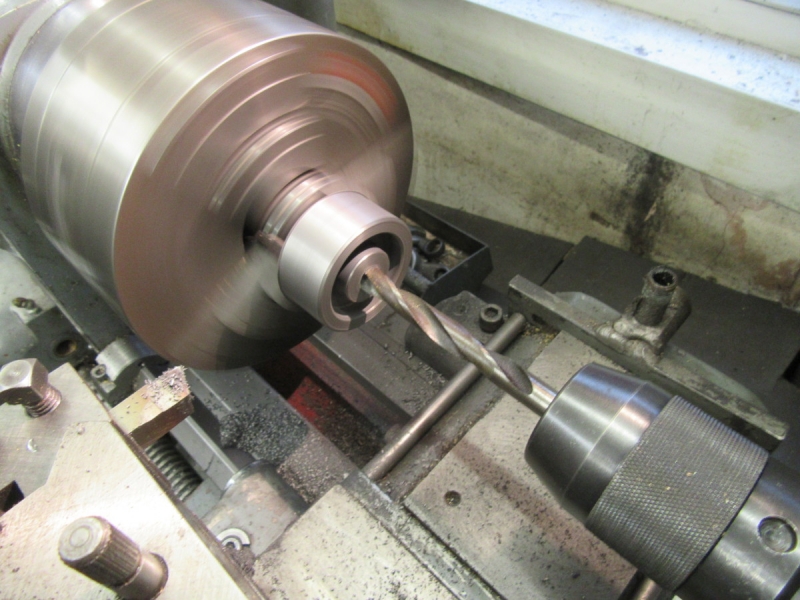
It went well and I got a better finish. Now for the bore. First a centre drill.
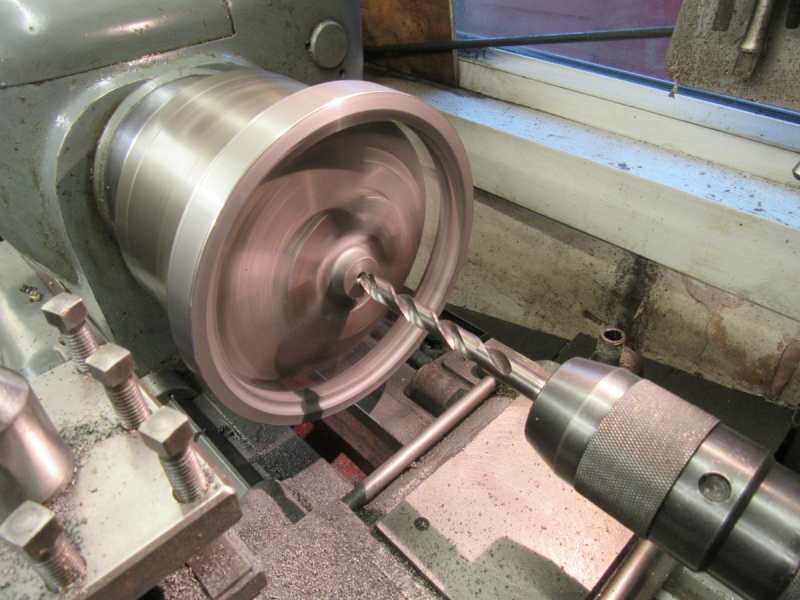
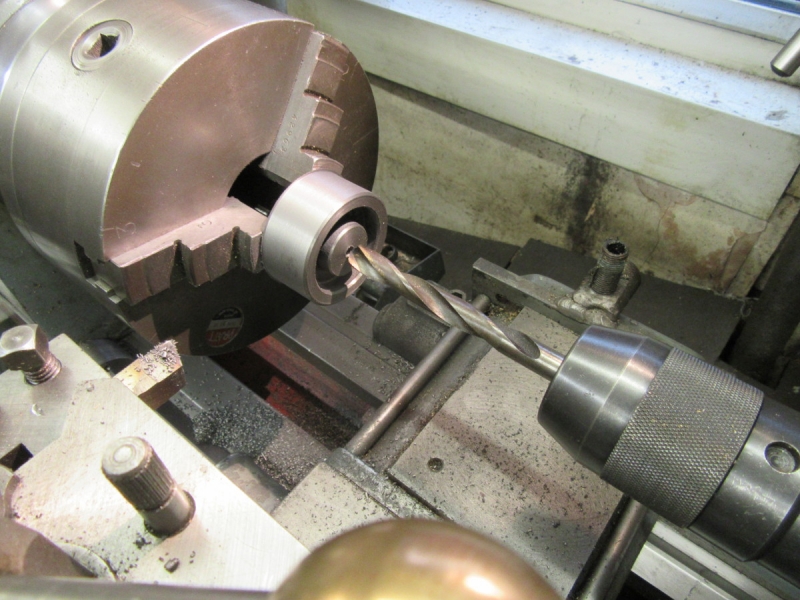
Then drill undersize, ream and put a nice little chamfer on it. I have had the drawings out and it's seven sixteenths of an inch.
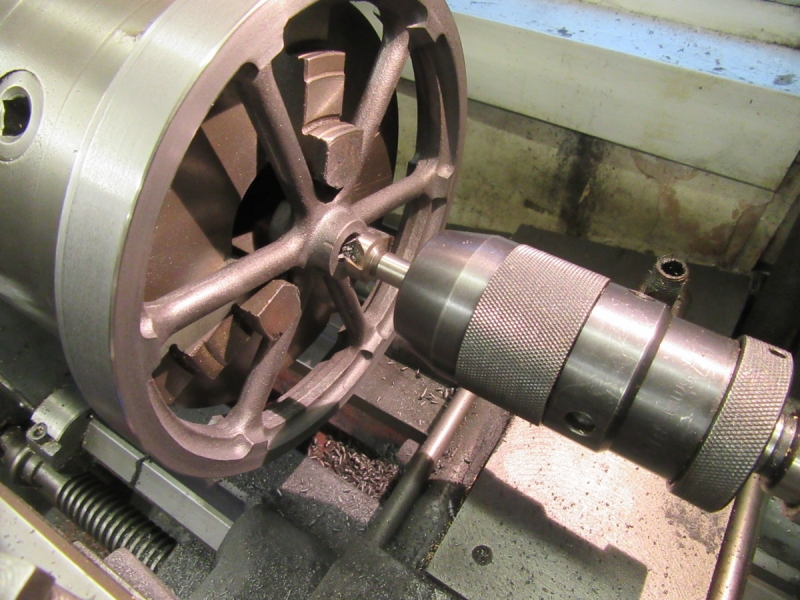
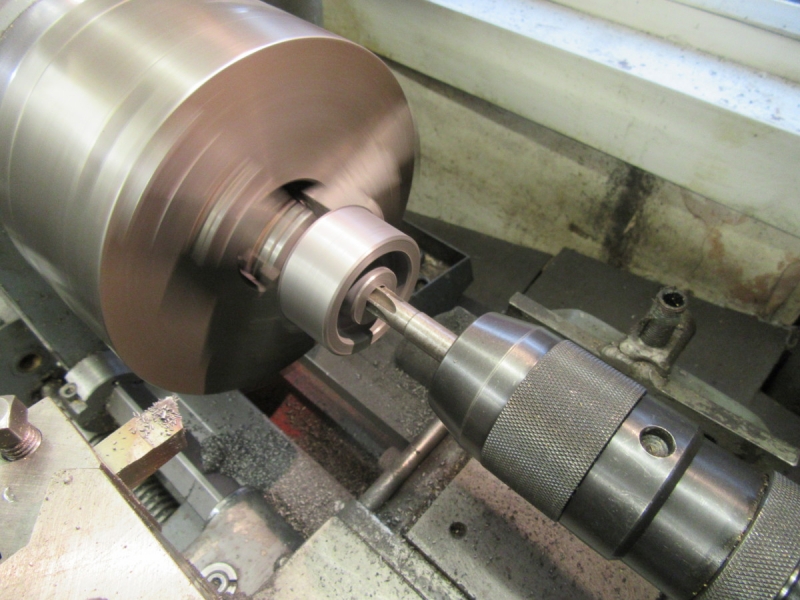
Then I reversed the flywheel and cut what was the back face and boss. Due to the swap round it wasn't quite concentric but that doesn't matter and was expected, that's why I bored from the other side. All that interests me is being parallel with the other face and that is guaranteed by the fact its tight to the face of the chuck jaws. Two 20thouh cuts did it and when I measured up I was spot on with the 7" overall diameter and within a sixteenth of the width of the rim and I don't think that's a problem.
Knocking off time and I have an almost finished flywheel. Apart from painting I need to break some of the inside edges that can't be accessed on the lathe but that's a minor job for tomorrow.
Nice morning, I enjoyed that!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Re: Shed Matters 3
The cast flywheel looks good but didn't a lot of the early beam engines have fabricated flywheels? I think the Whitelees engine at Ellenroad was fabricated. More work but less outlay.
-
Stanley
- Global Moderator
- Posts: 105922
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: Shed Matters 3
P. What a lovely question!
Even on full sized engines and other castings if the makers could get away with casting in one piece, they did it. But problems arose beyond the task of physically handling the weight. Cast iron in big homogeneous lumps does funny things. The crux of the problem is the fact that molten iron shrinks as it 'freezes', I.E. Makes the transition from liquid to solid. Consider casting a sphere. In a small one the differential cooling between the outer surface cooled by the mould and the centre is so small that you can get away with it but the larger you go the bigger the problem. In a large sphere the iron on the outside freezes to solid almost instantaneously but the centre cools more slowly because it is in contact with the still hot outer shell. As it cools it shrinks even more and eventually you reach a point where the core becomes porous because the shrinkage when restricted forms cavities. Apart from this, lines of stress build within the casting and remain there forever.
Consider a complicated shape like a flywheel. True, most of it is in almost direct contact with the mould but even so there is a degree of differential cooling and some stresses are built up. There is a further complication in that unlike the sphere it is a complicated shape with junctions between heavier and lighter parts of the design. Each of these junctions is a problem and the severity of the problem increases with size.
You reach a point where something has to be done during design and manufacture to avoid the finished casting building stresses to the point where it physically pulls itself apart during cooling and shrinkage. In a casting this shape it will either be a spoke snapping and relieving the load or a 'spongy boss'. This is why many such castings were designed with 'S' shaped spokes which had a small amount of 'give' in them because of the shape.
A common strategy with larger and heavier castings was to cast them with a split boss which allowed them to spring apart in the centre without actually fracturing. Enough meat was allowed in the boss to allow machining to the finished size. However a point was reached where even this wasn't enough and hence making the wheels in individual pieces that were machined and bolted together. The Ellenroad flywheel weighs in at 85 tons and that's the only way it could be made.
So, the simple answer to your question is that size matters. My casting is small enough to get away with casting in one piece.
However, there is a further problem. (There always is....) All castings have internal stresses for the reasons cited above. As long as the casting is undisturbed these stresses are balanced and within limits the cold dimensions of the artefact will be stable. But! And it is a very important but, as soon as you start to machine a casting to get the final accurate shape you disturb this balance and the casting has to find internal equilibrium again by distorting. This can happen overnight and is why it is good practice to do a rough cut and then leave the casting overnight at least and preferably for longer to allow it to settle down before finished machining. In old fashioned foundries this was done by putting the rough finished castings outside and leaving them exposed to changing temperatures for many months. When time pressures precluded this in modern plants another solution was to 'normalise' them by soaking in a furnace at red heat for a period that depended on size and complexity.
My flywheel casting distorted a fraction during the night when I left it and if I was to test it now it would be a tiny bit distorted. This problem doesn't go away with age. I used to refurbish large cast iron and steel valves at REW and that was where I first learned that even a very old casting distorts when you adjust it by machining, I was working to very fine tolerances on the seats especially and always tried them again after the lunch hour, that was long enough for it to happen.
So you will see that this is why you can never ever get to perfect accuracy. No matter how long the time or how small the final cut, the casting is in constant opposition to you and will always win. The job of the designer and machinist is to reduce the distortion to acceptable levels.
Incidentally, all I have said about castings applies in a lesser degree to forgings and hot and cold rolled materials and must always be borne in mind. That's why a final cut on a component that has warmed during initial machining is always best left overnight to cool and relax before finishing.
Sorry about the length of that. I told you it was a good question!
Even on full sized engines and other castings if the makers could get away with casting in one piece, they did it. But problems arose beyond the task of physically handling the weight. Cast iron in big homogeneous lumps does funny things. The crux of the problem is the fact that molten iron shrinks as it 'freezes', I.E. Makes the transition from liquid to solid. Consider casting a sphere. In a small one the differential cooling between the outer surface cooled by the mould and the centre is so small that you can get away with it but the larger you go the bigger the problem. In a large sphere the iron on the outside freezes to solid almost instantaneously but the centre cools more slowly because it is in contact with the still hot outer shell. As it cools it shrinks even more and eventually you reach a point where the core becomes porous because the shrinkage when restricted forms cavities. Apart from this, lines of stress build within the casting and remain there forever.
Consider a complicated shape like a flywheel. True, most of it is in almost direct contact with the mould but even so there is a degree of differential cooling and some stresses are built up. There is a further complication in that unlike the sphere it is a complicated shape with junctions between heavier and lighter parts of the design. Each of these junctions is a problem and the severity of the problem increases with size.
You reach a point where something has to be done during design and manufacture to avoid the finished casting building stresses to the point where it physically pulls itself apart during cooling and shrinkage. In a casting this shape it will either be a spoke snapping and relieving the load or a 'spongy boss'. This is why many such castings were designed with 'S' shaped spokes which had a small amount of 'give' in them because of the shape.
A common strategy with larger and heavier castings was to cast them with a split boss which allowed them to spring apart in the centre without actually fracturing. Enough meat was allowed in the boss to allow machining to the finished size. However a point was reached where even this wasn't enough and hence making the wheels in individual pieces that were machined and bolted together. The Ellenroad flywheel weighs in at 85 tons and that's the only way it could be made.
So, the simple answer to your question is that size matters. My casting is small enough to get away with casting in one piece.
However, there is a further problem. (There always is....) All castings have internal stresses for the reasons cited above. As long as the casting is undisturbed these stresses are balanced and within limits the cold dimensions of the artefact will be stable. But! And it is a very important but, as soon as you start to machine a casting to get the final accurate shape you disturb this balance and the casting has to find internal equilibrium again by distorting. This can happen overnight and is why it is good practice to do a rough cut and then leave the casting overnight at least and preferably for longer to allow it to settle down before finished machining. In old fashioned foundries this was done by putting the rough finished castings outside and leaving them exposed to changing temperatures for many months. When time pressures precluded this in modern plants another solution was to 'normalise' them by soaking in a furnace at red heat for a period that depended on size and complexity.
My flywheel casting distorted a fraction during the night when I left it and if I was to test it now it would be a tiny bit distorted. This problem doesn't go away with age. I used to refurbish large cast iron and steel valves at REW and that was where I first learned that even a very old casting distorts when you adjust it by machining, I was working to very fine tolerances on the seats especially and always tried them again after the lunch hour, that was long enough for it to happen.
So you will see that this is why you can never ever get to perfect accuracy. No matter how long the time or how small the final cut, the casting is in constant opposition to you and will always win. The job of the designer and machinist is to reduce the distortion to acceptable levels.
Incidentally, all I have said about castings applies in a lesser degree to forgings and hot and cold rolled materials and must always be borne in mind. That's why a final cut on a component that has warmed during initial machining is always best left overnight to cool and relax before finishing.
Sorry about the length of that. I told you it was a good question!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
-
Stanley
- Global Moderator
- Posts: 105922
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: Shed Matters 3

I started this morning by getting the Dremel grinder out and breaking all the edges on the flywheel that can't be reached by the lathe.
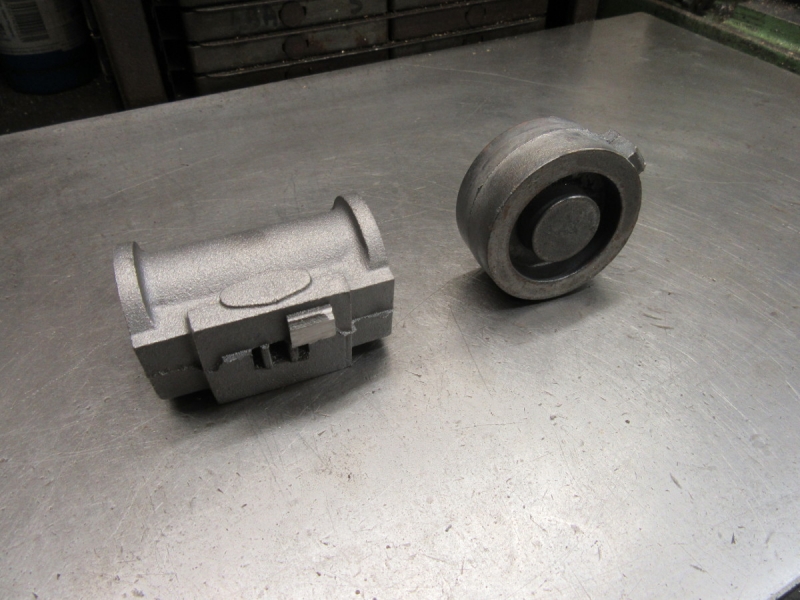
Then I got my box of castings out and decided on what I attacked next. I chose the cylinder and the pulley.
The pulley won because it is the most simple. Then I got the drawings out and did a fag packet drawing of sizes and conversions. As Newton always said, grab hold wherever you can, in this case the boss at one end, and start turning to size.
Once I had it to size and faced with all the edges broken I started boring with first of all a centre drill. The reason for boring now is that you will never get the pulley mounted more accurately concentric so now is the time to bore.
Then drill and ream. One point about reamers. Even old reamers are surprisingly accurate and this one could be 100 years old, they never get any hard work. However, when using an old one I always feed in the full depth as the last bit is most likely to be the correct size as it is hardly ever used.
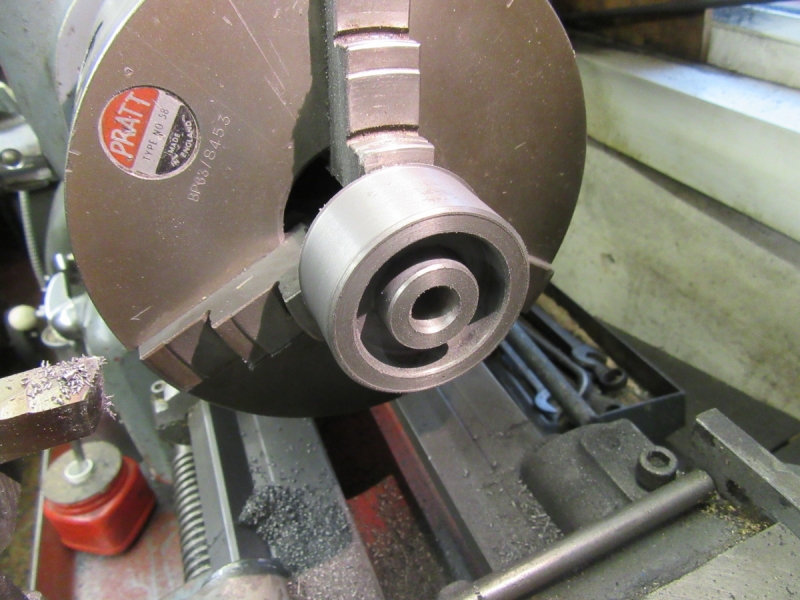
Knocking off time. Bore countersunk and all the edges chamfered. Ready for the grooves I think and then a polish!
Another nice morning.....
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!

Re: Shed Matters 3
Good to see you back in the shed - coping well, and obviously enjoying it all. The world is back in balance. 
Born to be mild
Sapere Aude
Ego Lego
Preferred pronouns - Thou, Thee, Thy, Thine
My non-working days are Monday - Sunday
Sapere Aude
Ego Lego
Preferred pronouns - Thou, Thee, Thy, Thine
My non-working days are Monday - Sunday
Re: Shed Matters 3
Stanley, does your pulley have a slight dome on it to keep the belt running central? Look it up in your Machinery's hand book.
-
Stanley
- Global Moderator
- Posts: 105922
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: Shed Matters 3
Exactly right David and thanks. I can ow have my review of actions and convene with the Design Committee every night as I go to sleep!
P, good question but it doesn't need a crown, it's going to be grooved for driving ropes. Did my explanation about castings settle your mind?
P, good question but it doesn't need a crown, it's going to be grooved for driving ropes. Did my explanation about castings settle your mind?
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Re: Shed Matters 3
A good summary and soon to be a lost art. Walk round any modern big workshop and you will see that where once you saw massive castings everything is fabricated. The big presses, lathes, engines, Nearly all our steel works that used to do this sort of thing have closed down. Not that I would like to stand in a steaming pit digging the castings out or acting like a hydraulic damper to redirect sand boxes, but a lost art nevertheless.
-
Whyperion

- Senior Member
- Posts: 3754
- Joined: 23 Jan 2012, 22:13
- Location: Back In London as Carer after being in assorted northern towns inc Barnoldswick, Burnley, Stockport
Re: Shed Matters 3
Working (well reading the journals) on small preserved railway, one of the constant works seems to be re-machining intake valves to steam boilers , feed water ones and steam ones. Assorted types of glands and simlar over time have been tried, including different metals and non metal materials, like, dependent on circumstances, cork, rubber, leather , woven linens and strings with or without asbestos and setting compounds. Still seem to have the problem of adjustability and reliability, I suspect the joint effects of movement (Which stationary engines dont have) and the heat up / cool down cycle have a lot to do with it ( when working most steam locomotives I get the impression would run for 10 days at a time where preferable, marine steam engines would have to work 24/7 on long voyages - were they any more 'reliable'? would such working enviroment varations effect how the castings wear in the different situations ?first learned that even a very old casting distorts when you adjust it by machining, I was working to very fine tolerances on the seats especially and always tried them again after the lunch hour, that was long enough for it to happen.
-
Stanley
- Global Moderator
- Posts: 105922
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: Shed Matters 3
Steam engines of all sorts need far less attention to valves, packings and glands than you think.
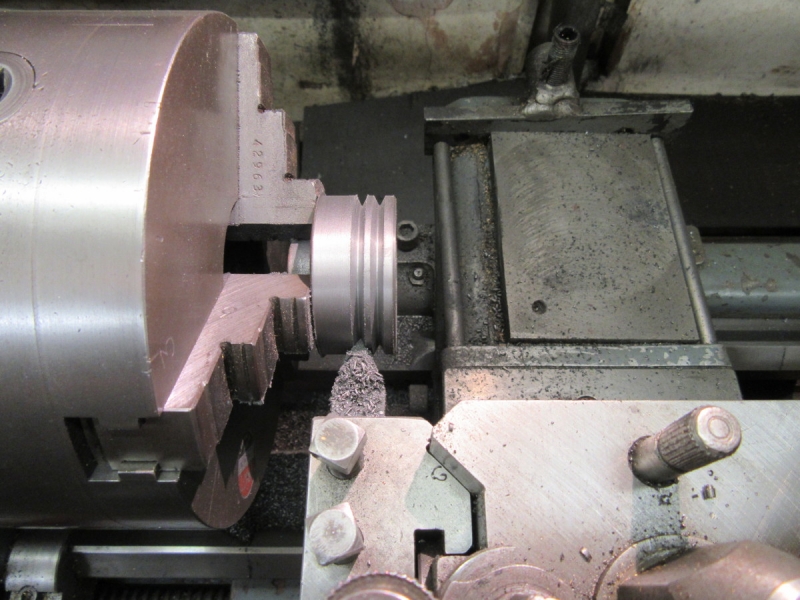
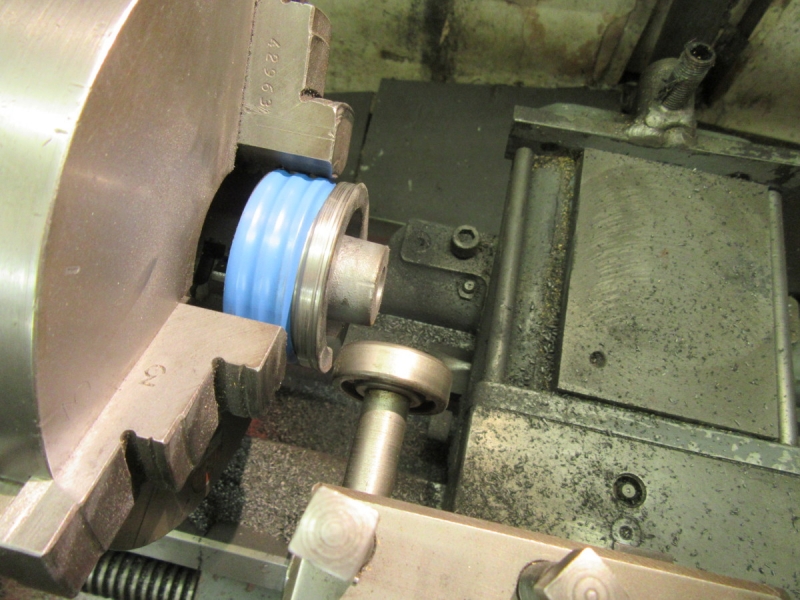
First job was to cut the rope grooves. I measured up and calculated and the centres are .218 apart and the depth .120 to get 1/8" width.
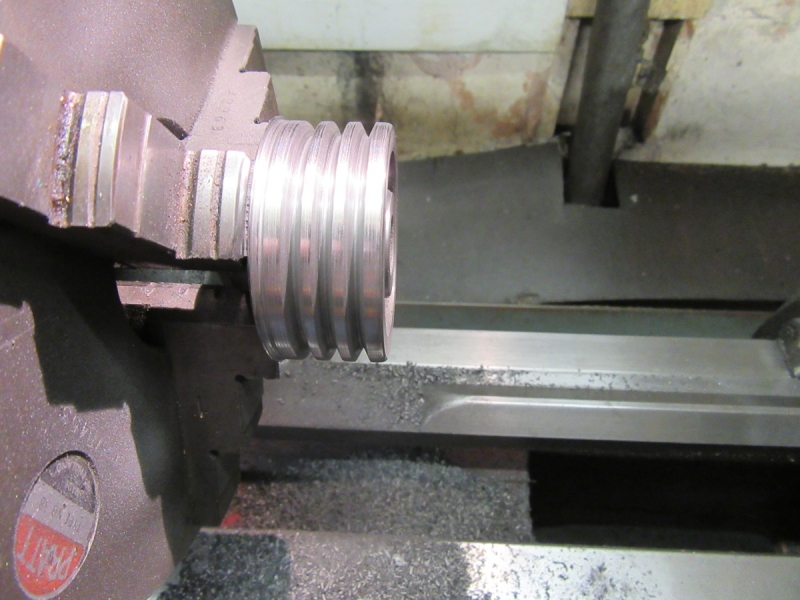
I cut all three grooves and put a witness mark on the end at 7/8" width. Then polished up what I'd done so far.
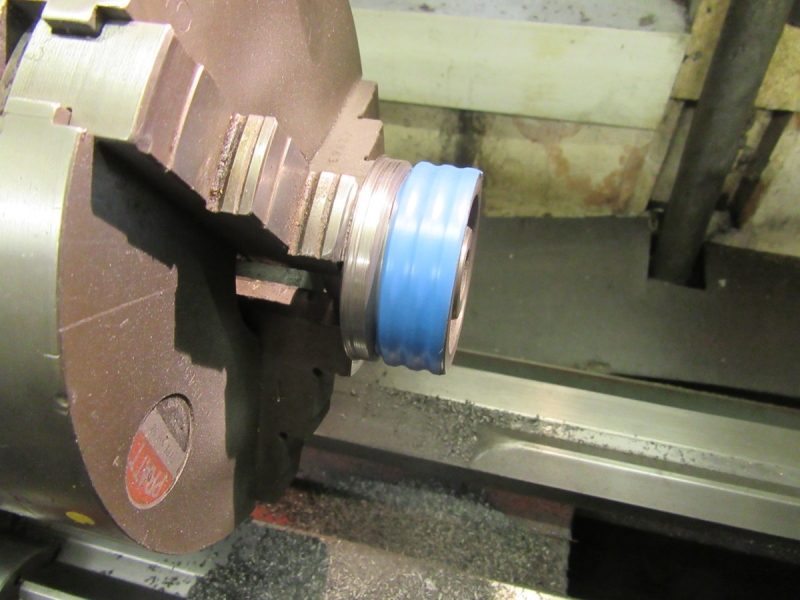
Protect the finish with a layer of insulting tape.
Reverse the pulley and ensure it's square using a ball bearing as a pushing tool before tightening the chuck.

A short while later the pulley is finished, edges broken and polished. Just for a laugh I checked the bore of it and the wheel with a 7/16" standard. Identical and a nice sliding fit.
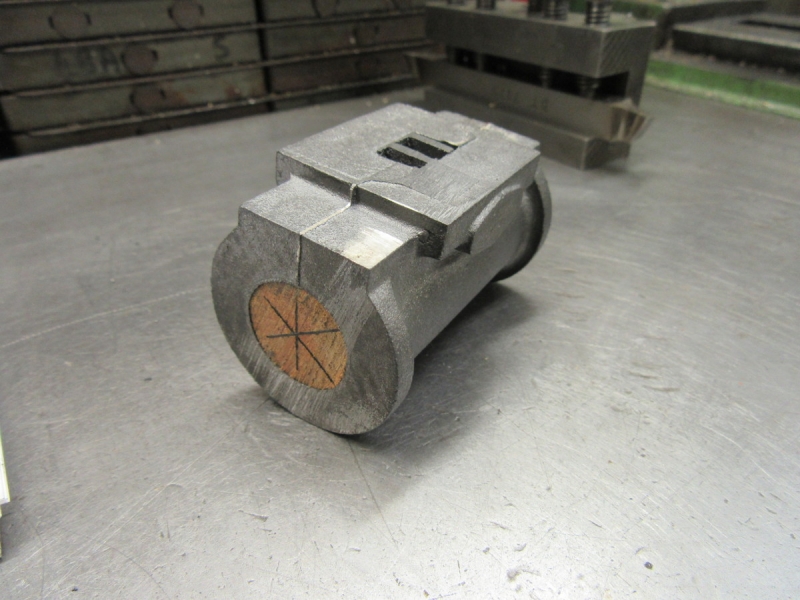
Attention shifts now to the cylinder. First job was to get all the major flash off using grinder, hammer and chisel and then do what Newton always taught me. Plug both ends of the bore with wood and mark the centre of the bore in relation to the casting. This makes it easy to set up in the lathe for facing the ends and getting a parallel bore. Once you have that you have a reference for everything else. There are other ways to start but they all involve more guesswork than doing it this way. That was enough for this morning, tomorrow we can get on with the interesting job of building a working cylinder. A nice hour and a half!
First job was to cut the rope grooves. I measured up and calculated and the centres are .218 apart and the depth .120 to get 1/8" width.
I cut all three grooves and put a witness mark on the end at 7/8" width. Then polished up what I'd done so far.
Protect the finish with a layer of insulting tape.
Reverse the pulley and ensure it's square using a ball bearing as a pushing tool before tightening the chuck.
A short while later the pulley is finished, edges broken and polished. Just for a laugh I checked the bore of it and the wheel with a 7/16" standard. Identical and a nice sliding fit.
Attention shifts now to the cylinder. First job was to get all the major flash off using grinder, hammer and chisel and then do what Newton always taught me. Plug both ends of the bore with wood and mark the centre of the bore in relation to the casting. This makes it easy to set up in the lathe for facing the ends and getting a parallel bore. Once you have that you have a reference for everything else. There are other ways to start but they all involve more guesswork than doing it this way. That was enough for this morning, tomorrow we can get on with the interesting job of building a working cylinder. A nice hour and a half!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Re: Shed Matters 3
Talk of the foundry and castings was a feature of my childhood as my step father was a foundry foreman. I've found this photo on line of their new furnace. It might have been him in the picture - that's what he wore to go to work . I remember moleskin trousers because they didn't catch fire so readily.
You do not have the required permissions to view the files attached to this post.
Born to be mild
Sapere Aude
Ego Lego
Preferred pronouns - Thou, Thee, Thy, Thine
My non-working days are Monday - Sunday
Sapere Aude
Ego Lego
Preferred pronouns - Thou, Thee, Thy, Thine
My non-working days are Monday - Sunday
-
Stanley
- Global Moderator
- Posts: 105922
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: Shed Matters 3
It was a rough trade David, and dangerous! I remember a conversation I had with the CEO of Renolds when they shut the Holcroft Foundry in Rochdale. He said that anyone running a foundry here was mad when all the problems could be exported to China. That's the source now for all but very specialised castings for niche markets like Esse in Barlick and I'll bet even they are doing some serious thinking.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
-
Stanley
- Global Moderator
- Posts: 105922
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: Shed Matters 3

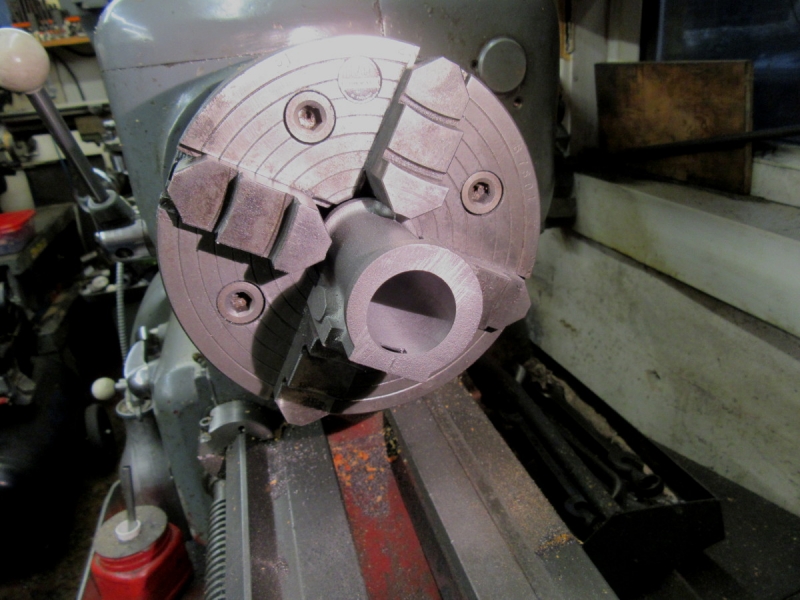
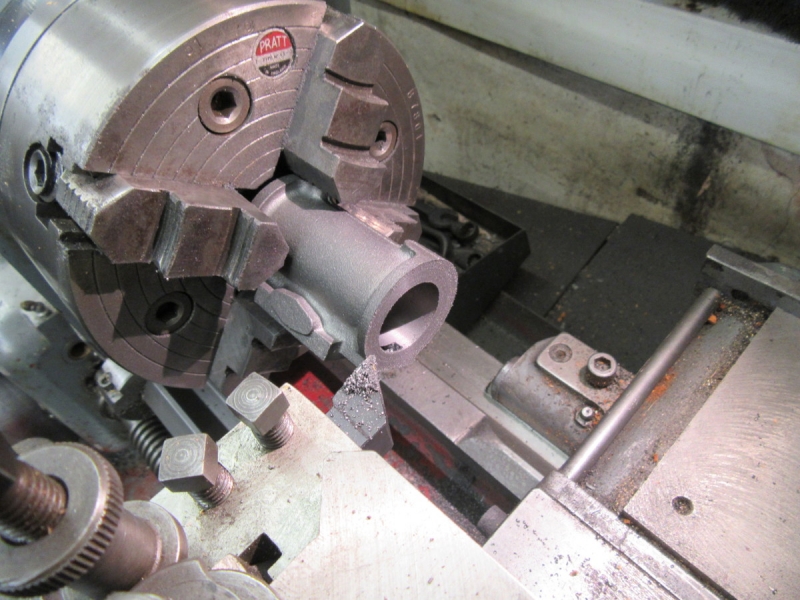
I started the day by changing chucks, I need the 4 jaw independent this morning.

As Newton said, "Grab hold where you can!" There's nothing accurate to work off, a lot of this is using your head and intelligent guesswork. You will be dismayed by the fact that nothing seems central. This is because that's the case. I have never ever seen a core that is perfectly central. What you have to do is balance out all the permutations bearing in mind that the main thing is to get the bore as near parallel to the valve face as possible and accept the fact that the end result will be slightly eccentric to the actual casting. That's life! You've been using the centre on the wooden plug as a guide but when you start to drill the plug out you will find you can't get ot dead central and parallel. That's par for the course, be brave and get it as close as you can!

Then start boring. You will get a clue on the first cut, the bore will be eccentric but listen to the tool and if the sound of the cutting is the same at the back end as the front you could be somewhere near.
Knocking off time. I have a reasonable bore with a good finish apart from one bad gas inclusion. The target was 1" bore but as I reached that I still had a rough shop in the casting. I could have left it at that but I pushed my luck and carried on until I had it good enough, as Johnny used to say it isn't driving 300 looms! It's actually 45thou oversize but that's OK, I can accommodate that when I make the piston. It will give a bonus in that the engine will be slightly more powerful!
A nice morning, I have enjoyed myself again!
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Re: Shed Matters 3
I watched a prog called 'Made in Britain' last night. it showed making bowls from a plastic composition material in Glasgow. They finished them on a lathe which had a vacuum suction chuck. Made me think of this thread.
Born to be mild
Sapere Aude
Ego Lego
Preferred pronouns - Thou, Thee, Thy, Thine
My non-working days are Monday - Sunday
Sapere Aude
Ego Lego
Preferred pronouns - Thou, Thee, Thy, Thine
My non-working days are Monday - Sunday
-
Stanley
- Global Moderator
- Posts: 105922
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: Shed Matters 3
I've seen them in use David. They have limitations such as only being applicable to something regular shaped and with a flat surface where only light operations are needed. The old turners also used glueing or soldering sheet metal on to brass face plates for similar reasons. Johnny's big ornamental lathe has one but I have never had the need to use it.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Re: Shed Matters 3
Ideal shape since bowls meant the type used on a bowling green, not for washing up.
Born to be mild
Sapere Aude
Ego Lego
Preferred pronouns - Thou, Thee, Thy, Thine
My non-working days are Monday - Sunday
Sapere Aude
Ego Lego
Preferred pronouns - Thou, Thee, Thy, Thine
My non-working days are Monday - Sunday

Re: Shed Matters 3
Do you think that these things will be 3-d printed in the future and casting will be a forgotten process?
-
Stanley
- Global Moderator
- Posts: 105922
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: Shed Matters 3
David, yes, I forgot that if it was a finishing operation on a regular shape suction and a shaped cup would work as well.
China, one day they'll do away with the need for a lot of things but 3D printing would have a job handling molten iron I think. Still, you never know.
China, one day they'll do away with the need for a lot of things but 3D printing would have a job handling molten iron I think. Still, you never know.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
-
Stanley
- Global Moderator
- Posts: 105922
- Joined: 23 Jan 2012, 12:01
- Location: Barnoldswick. Nearer to Heaven than Gloria.
Re: Shed Matters 3
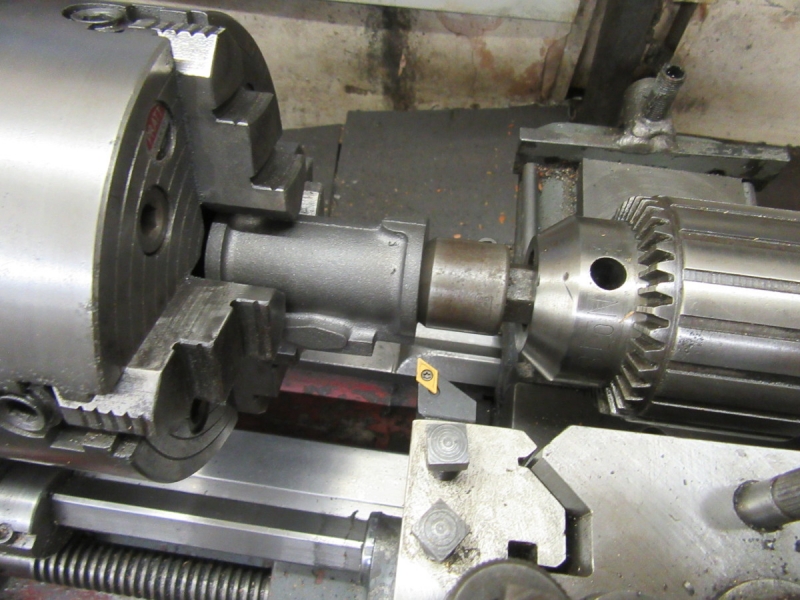
I want to surface the end of the cylinder and to try to do it with no support would be to court disaster. So I ended up like this, not ideal but it did the trick.
I had to cut the last little bit with no support but that was OK and I broke the edge on the bore.
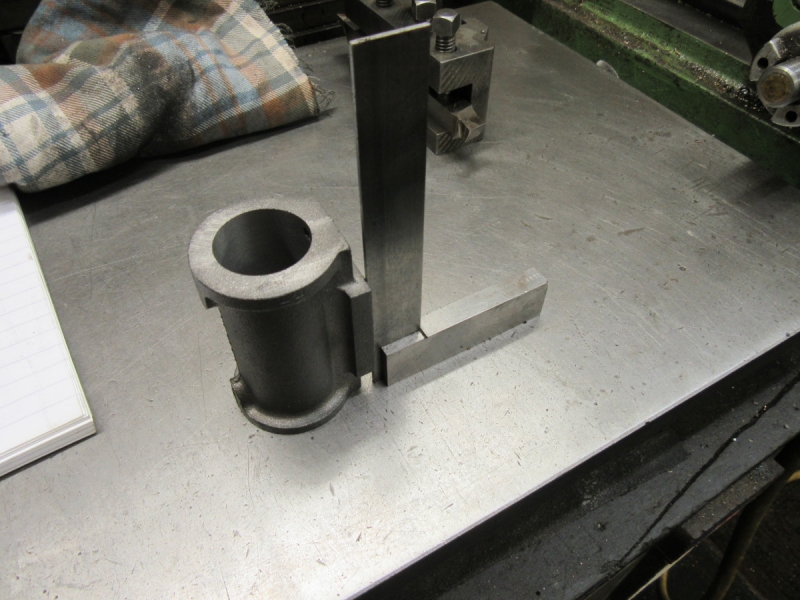
On the negative side, the bore isn't quite central to the flange but that isn't concentric either. The main thing is the bore is parallel with the cylinder walls and the face is square on the bore. The valve face is still rough of course but overall it's square with the bore. It will be OK!

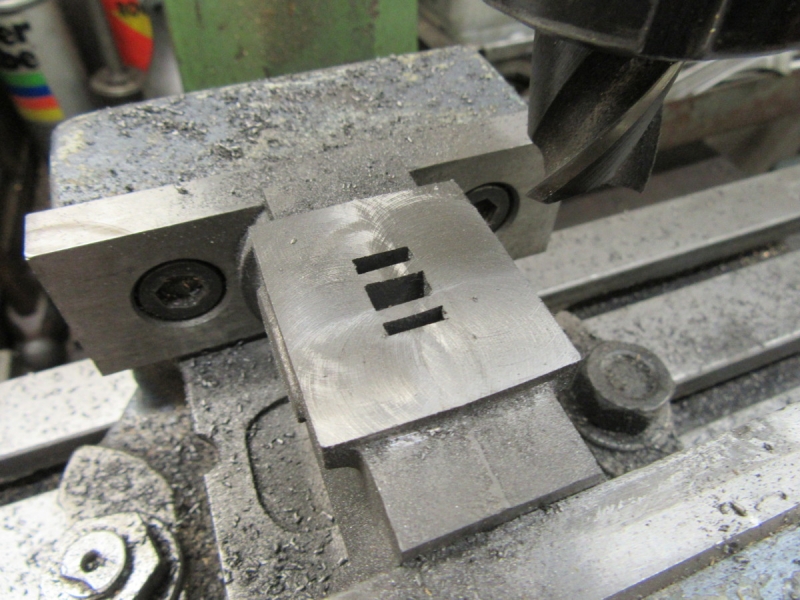
It's going to be easier to get a face on the other end in the milling machine than trying to set it up in the 4 Jaw. First thing to do was tram the vice in using the ball bearing trick, quick and easy and near enough for my standards.

It took a while to get it set up but then a few light cuts and we had a face.
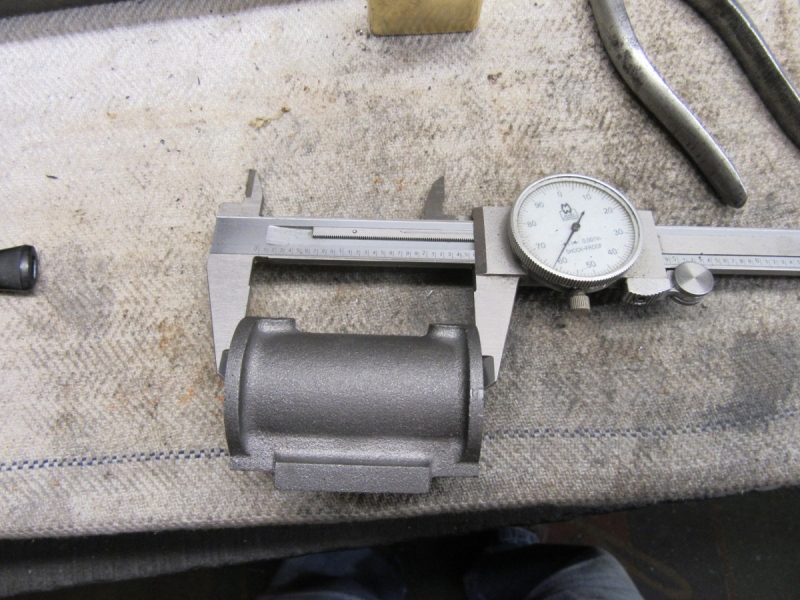
A bit of inspection and it's OK and exactly the right distance between faces. The bore is perpendicular to the faces.
A bit of guesswork getting the valve face level. Can't be too bad because the first light cut almost cleaned up perfectly.

Knocking off time, one more fine cut gave us a face, apart from the lack of concentricity everything is dead on track. I can manage the discrepancy.
Another nice morning.
Stanley Challenger Graham
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!
Stanley's View
scg1936 at talktalk.net
"Beware of certitude" (Jimmy Reid)
The floggings will continue until morale improves!
Old age isn't for cissies!